


公開日: 2026年6月18日 / 最終更新日: 2026年6月18日
概要
断面研磨(だんめんけんま)とは、製品や材料を意図した位置で切断し、そのカットした面(断面)を磨き上げる技術のことです。
主に、肉眼では見えない製品の内部構造、キズ、空隙(ボイド)、異物、メッキの厚みなどを顕微鏡で正確に観察・測定するために行われます。
目的
- 内部の品質検査: はんだ部、溶接部、電子部品(基板や半導体)の中にひび割れや隙間がないか確認する。
- 不良・原因解析: 製品が壊れた原因(破断面の起点や内部の異物)を特定する。
- 寸法・膜厚測定: 表面に施されたメッキ、塗装、熱処理の層が「何マイクロメートルあるか」を正しく測る。
参考画像
USB-TypeCの基盤を樹脂包埋し、断面研磨しました。
研磨紙の各番手による違いをご覧下さい。
樹脂の研磨
| 研磨紙_番手 | 100倍 | 200倍 | 見解 |
|---|---|---|---|
| 80番 | 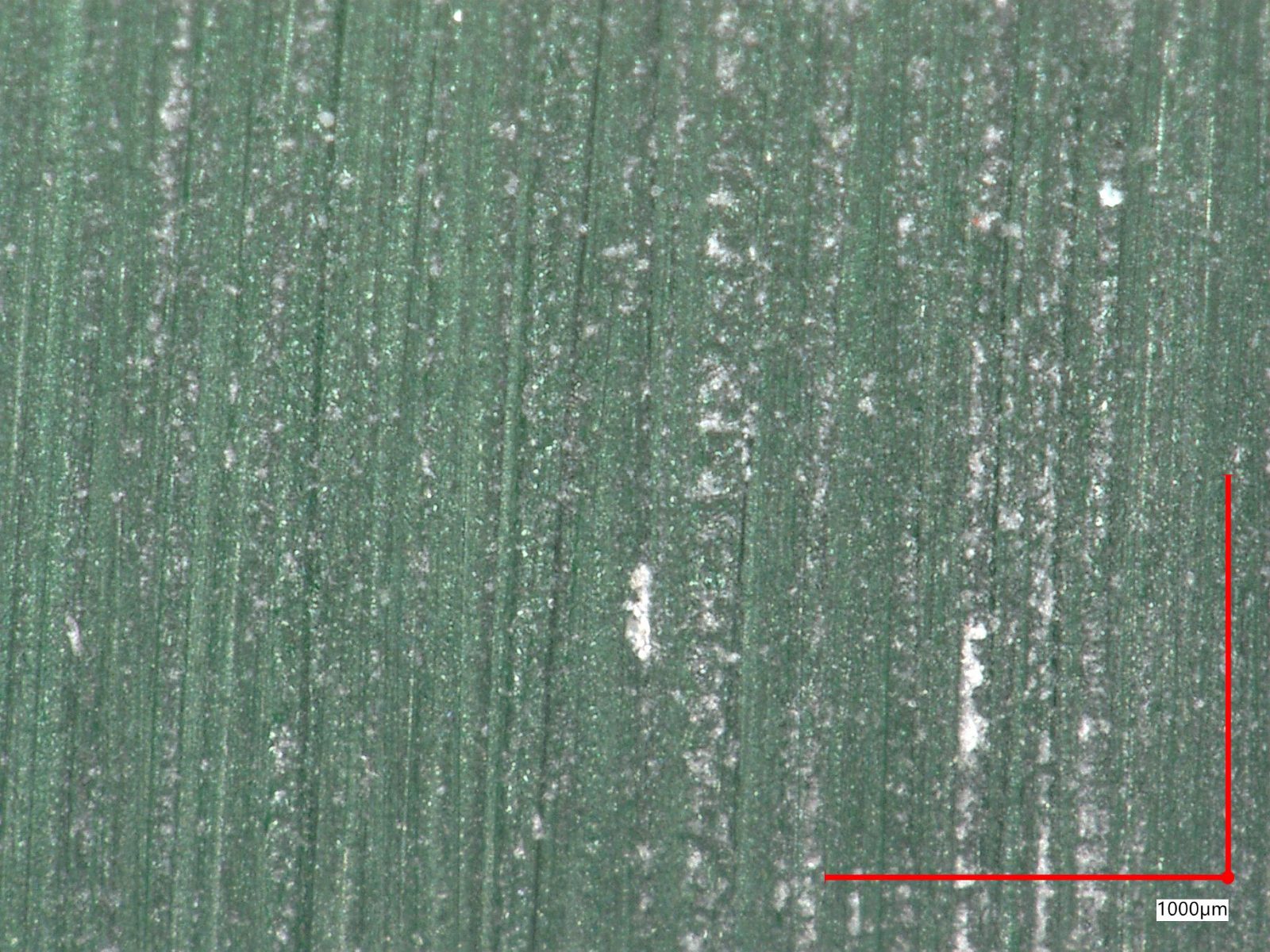 | 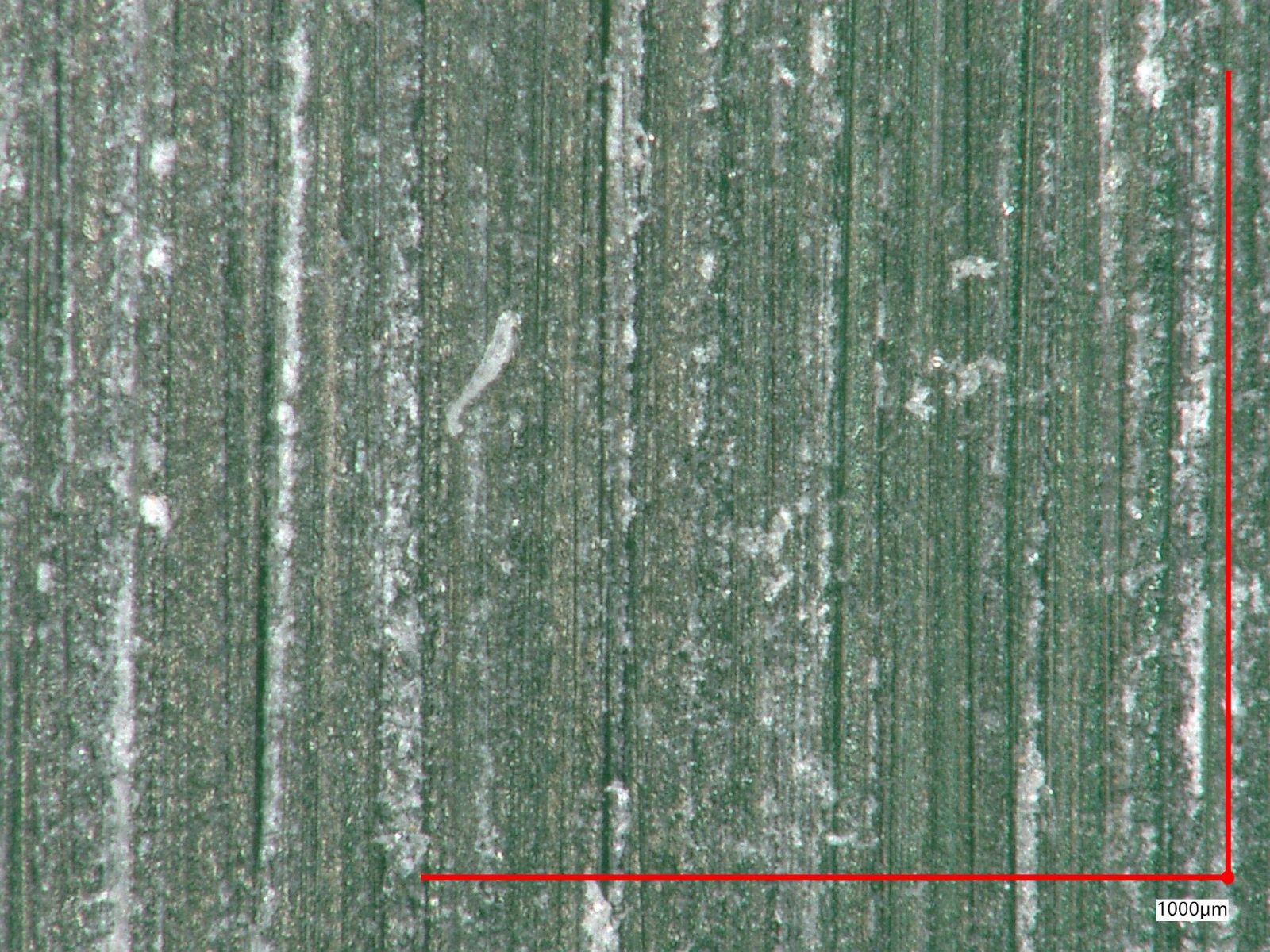 | 大きな凹凸 |
| 180番 | 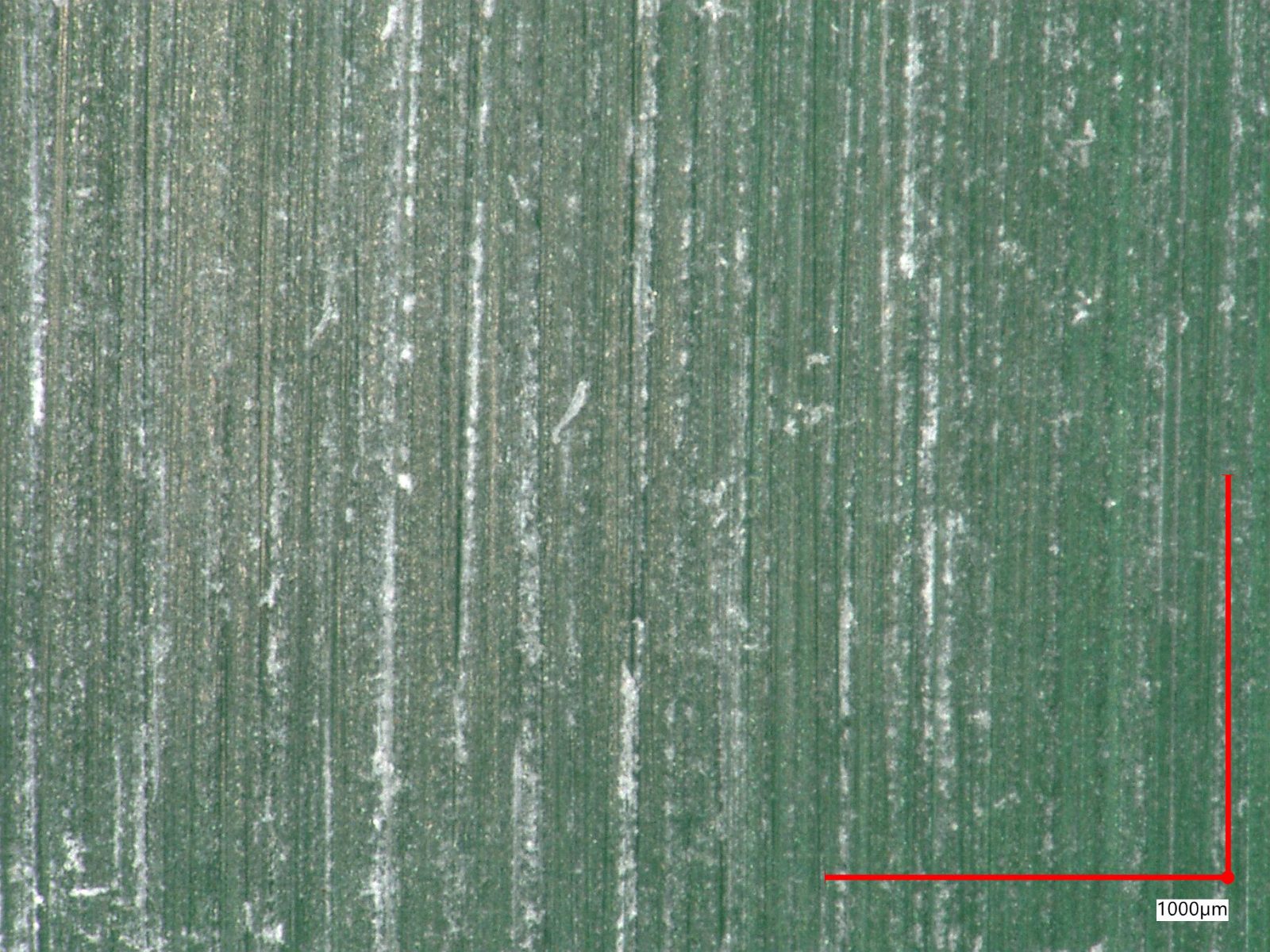 | | ざらざら |
| 320番 | 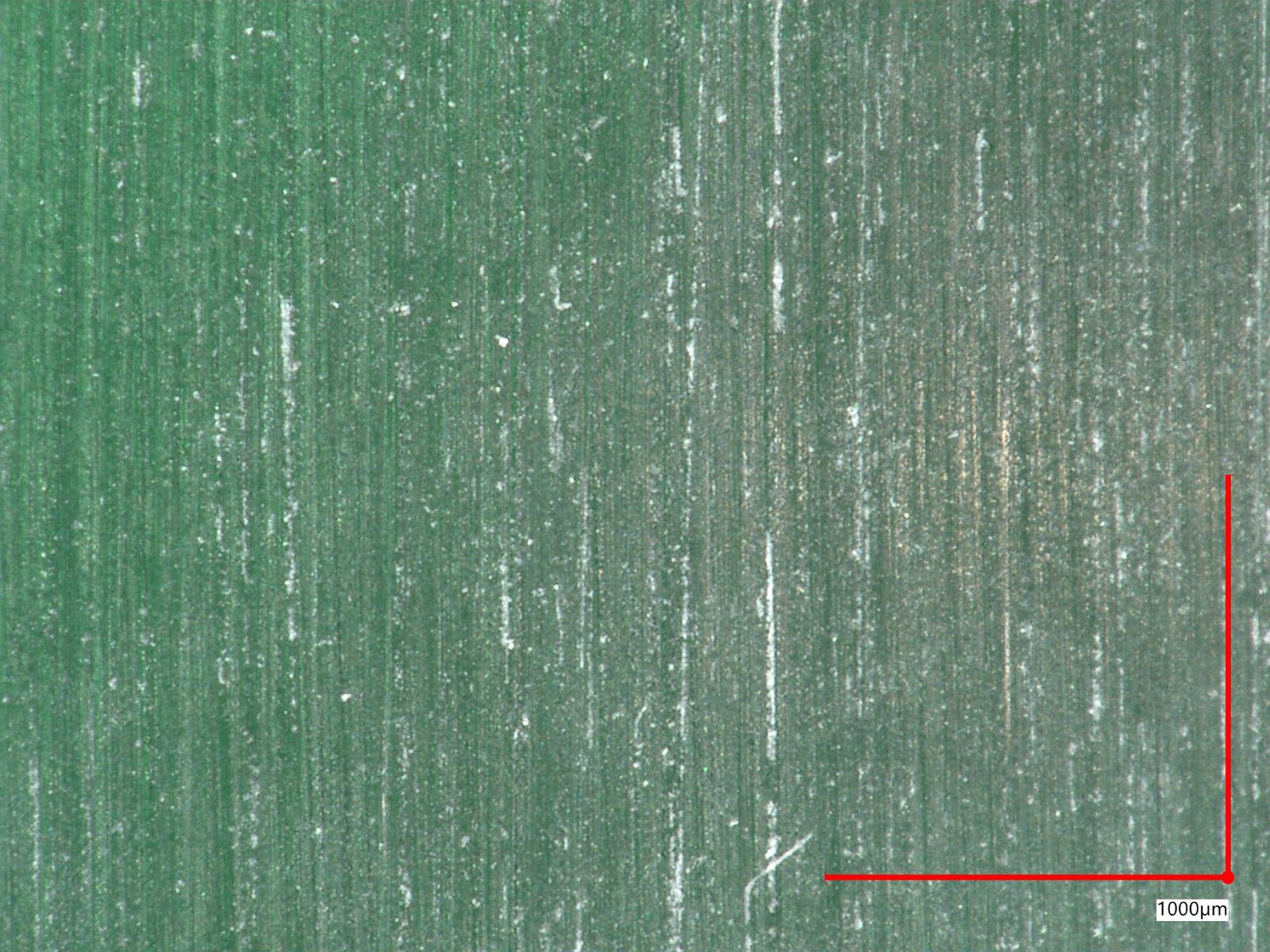 | 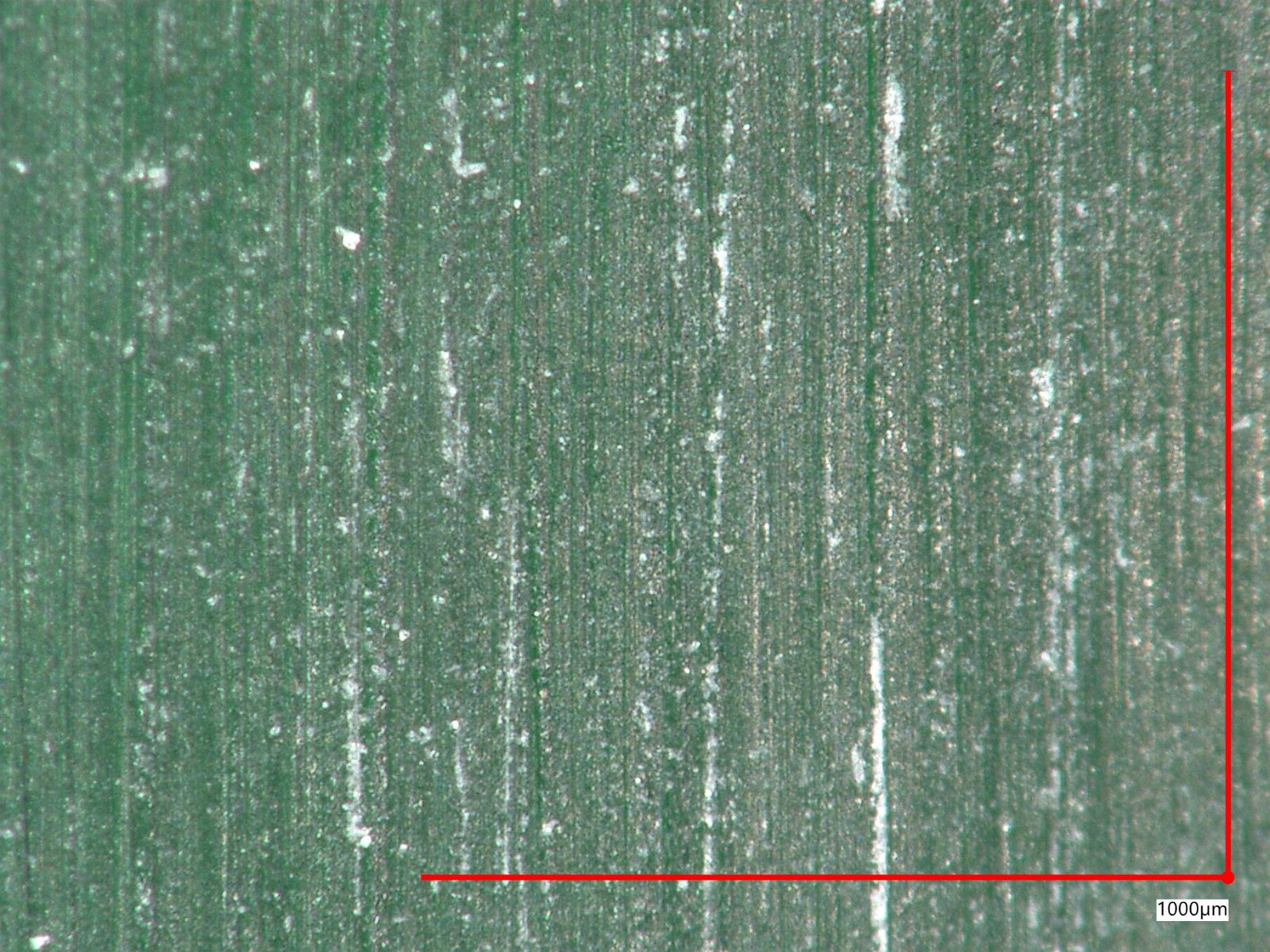 | |
| 600番 | 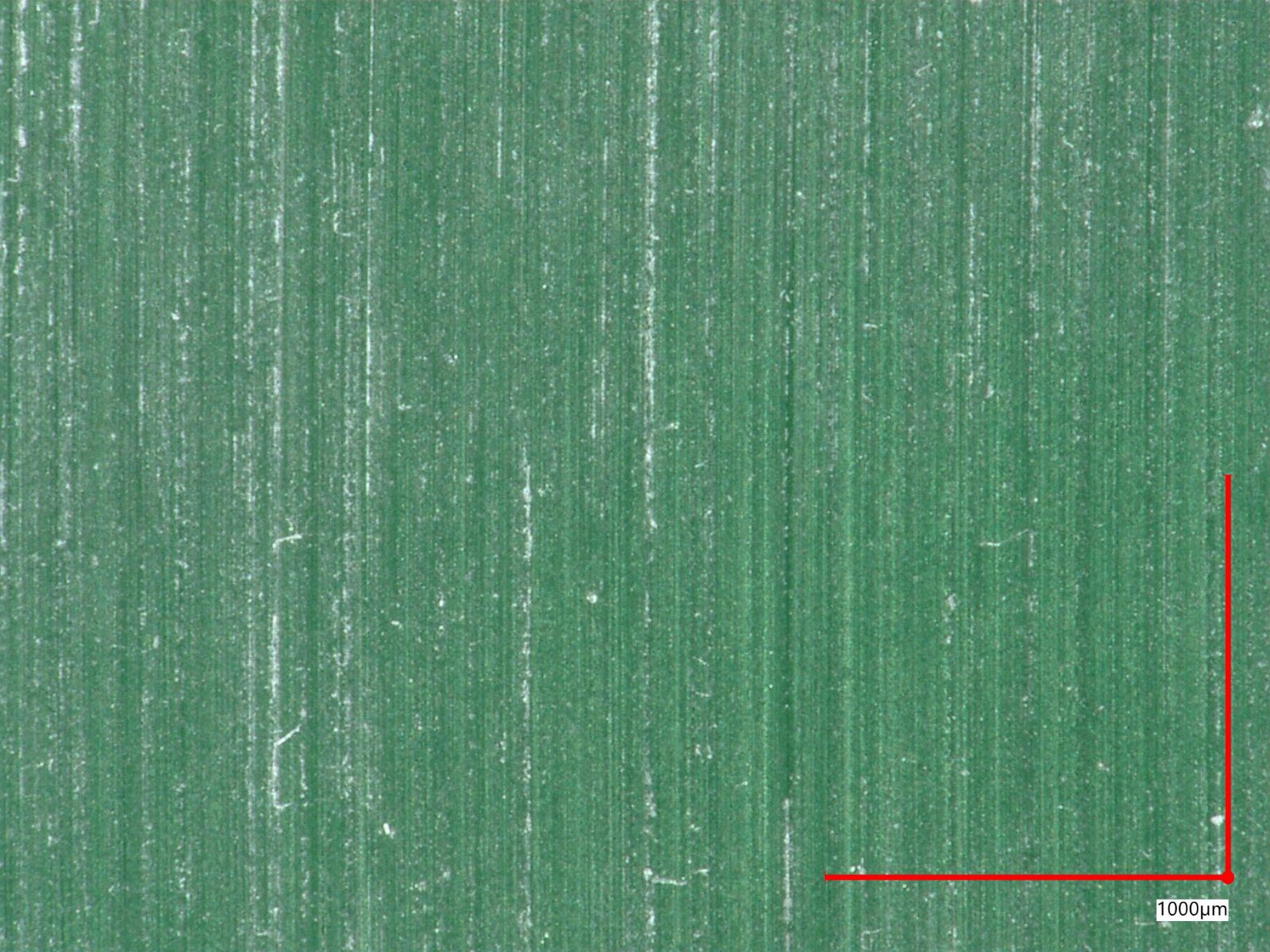 | 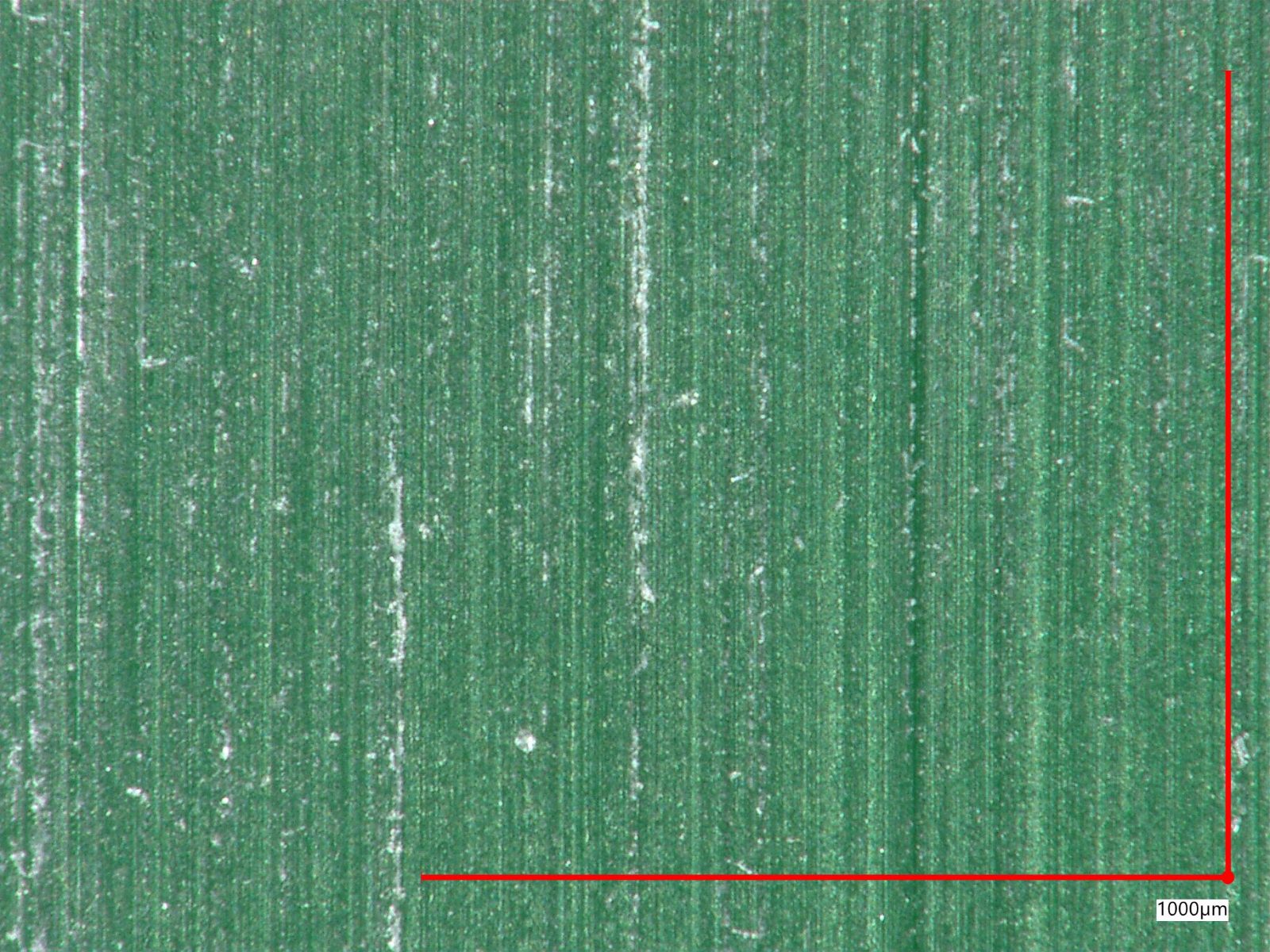 | 白色になってきます |
| 1200番 | 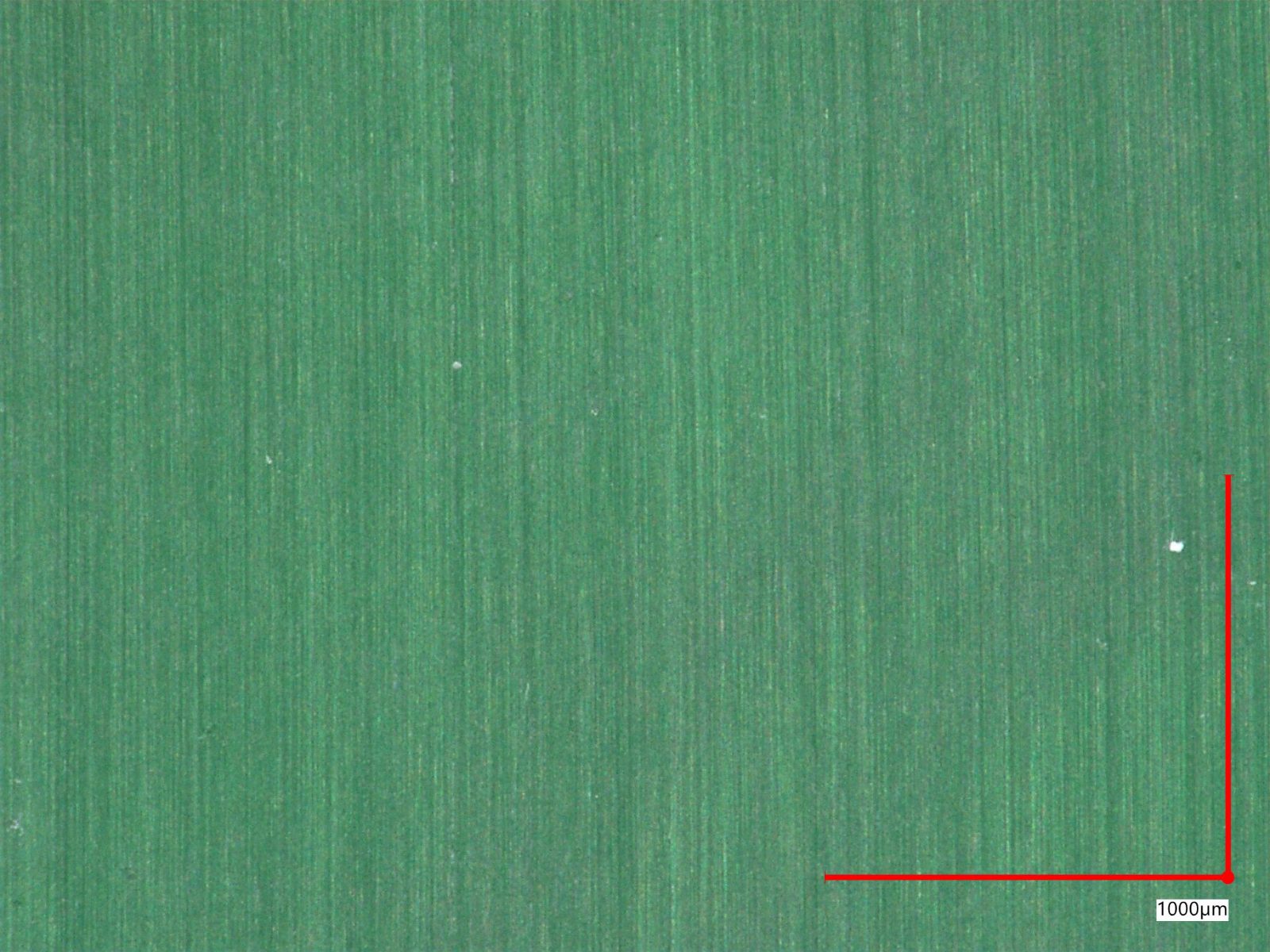 |  | 若干透明度が出て内部が見えるようになる |
| 2000番 | | 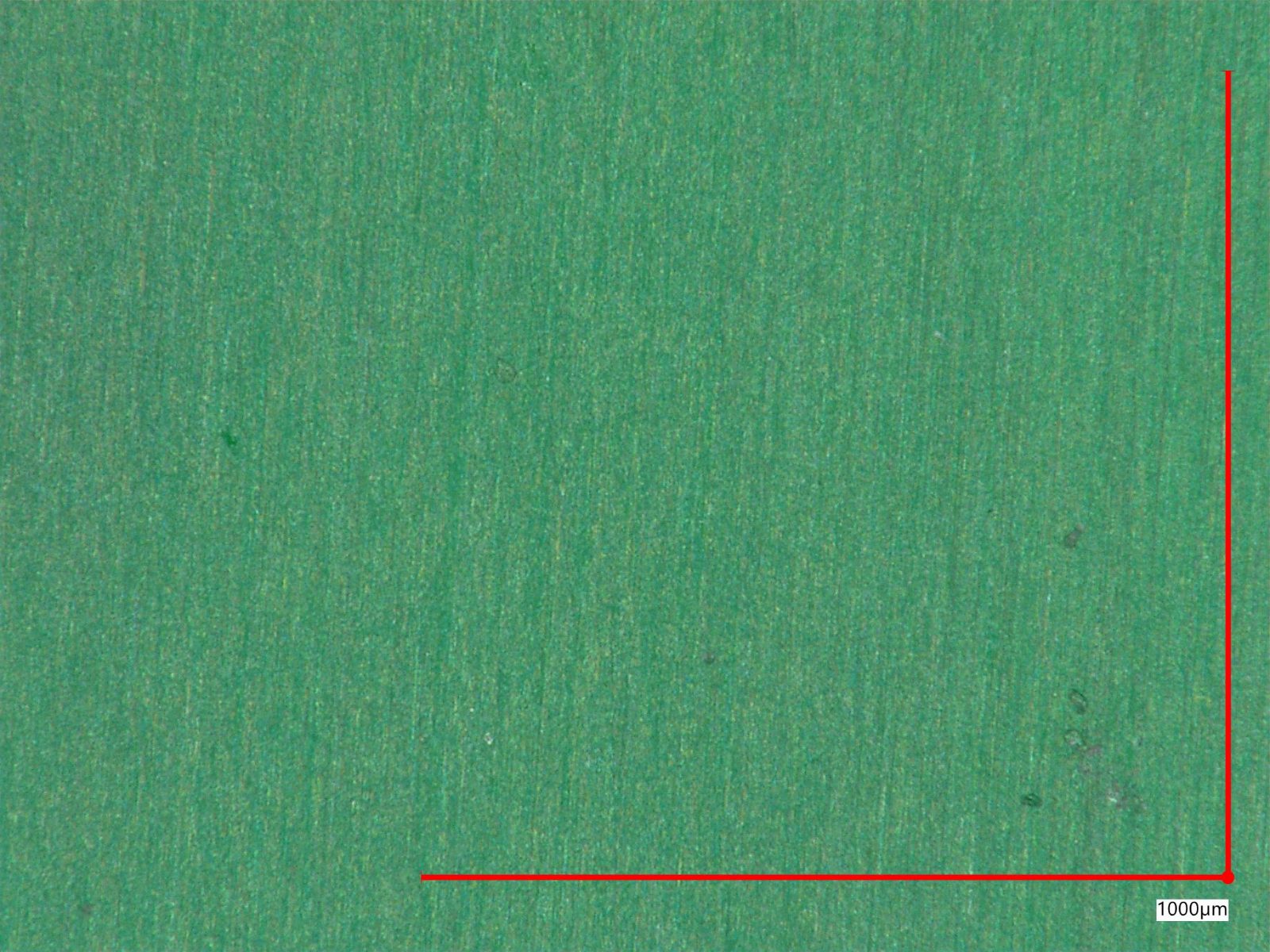 | 大凡内部の観察が可能 |
| 3000番 | 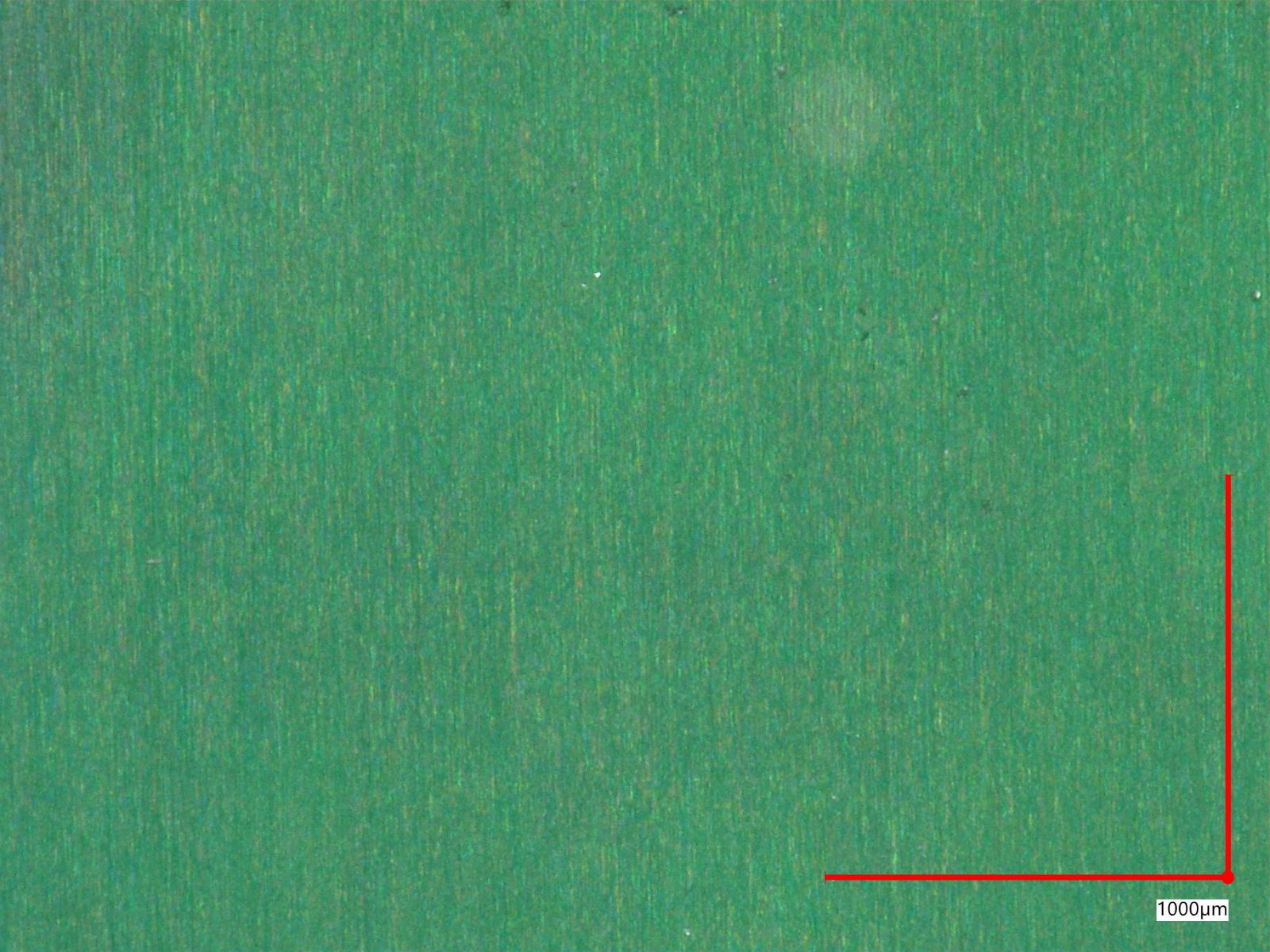 |  | 光沢が出て来る |
USB-Type C の断面研磨
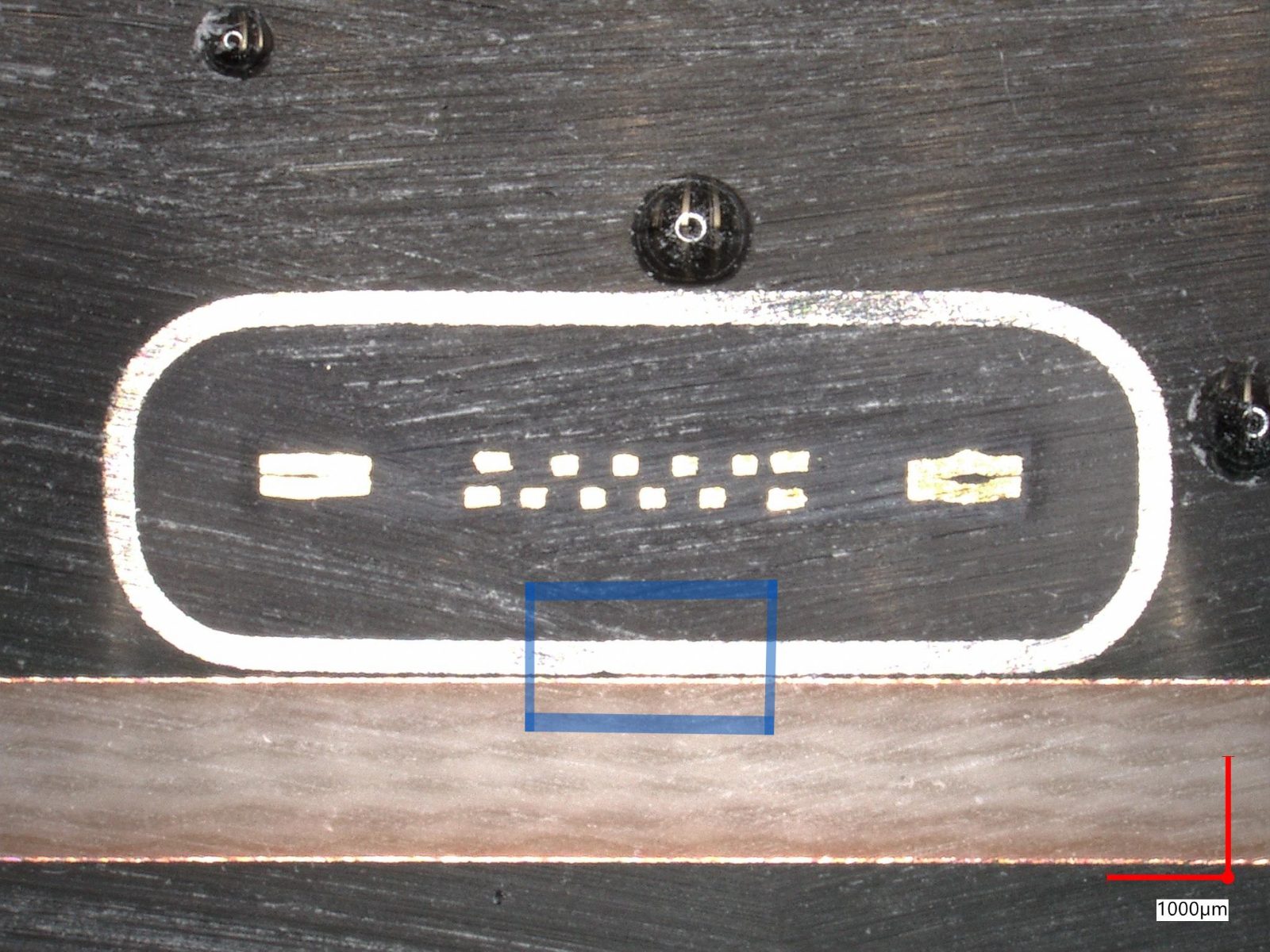
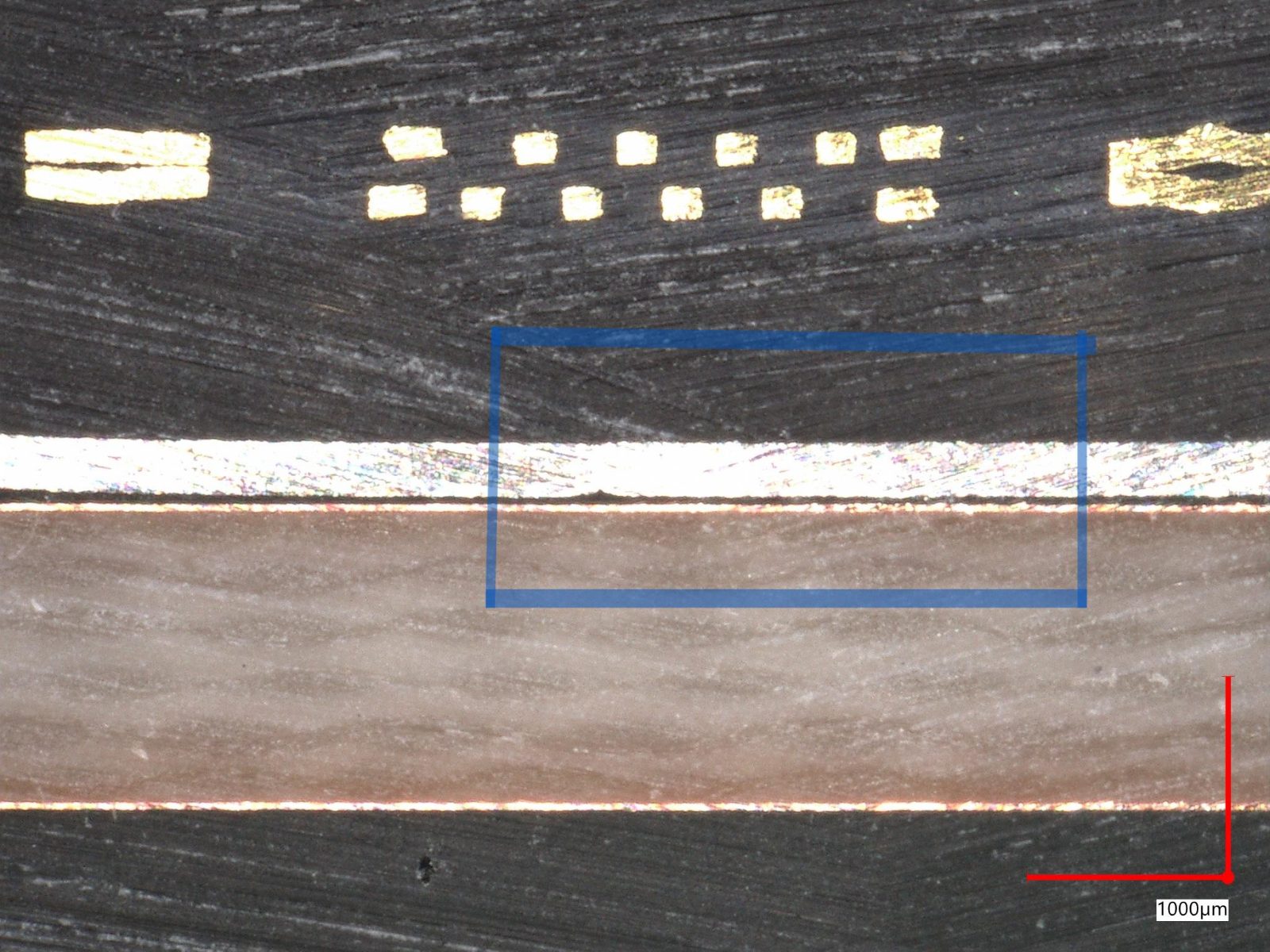
USBの篏合面基板の断面研磨を行いました。
大凡、青色四角で印した位置を観察しています。
| 研磨紙_番手 | 100倍 | 200倍 |
|---|---|---|
| 180番 | 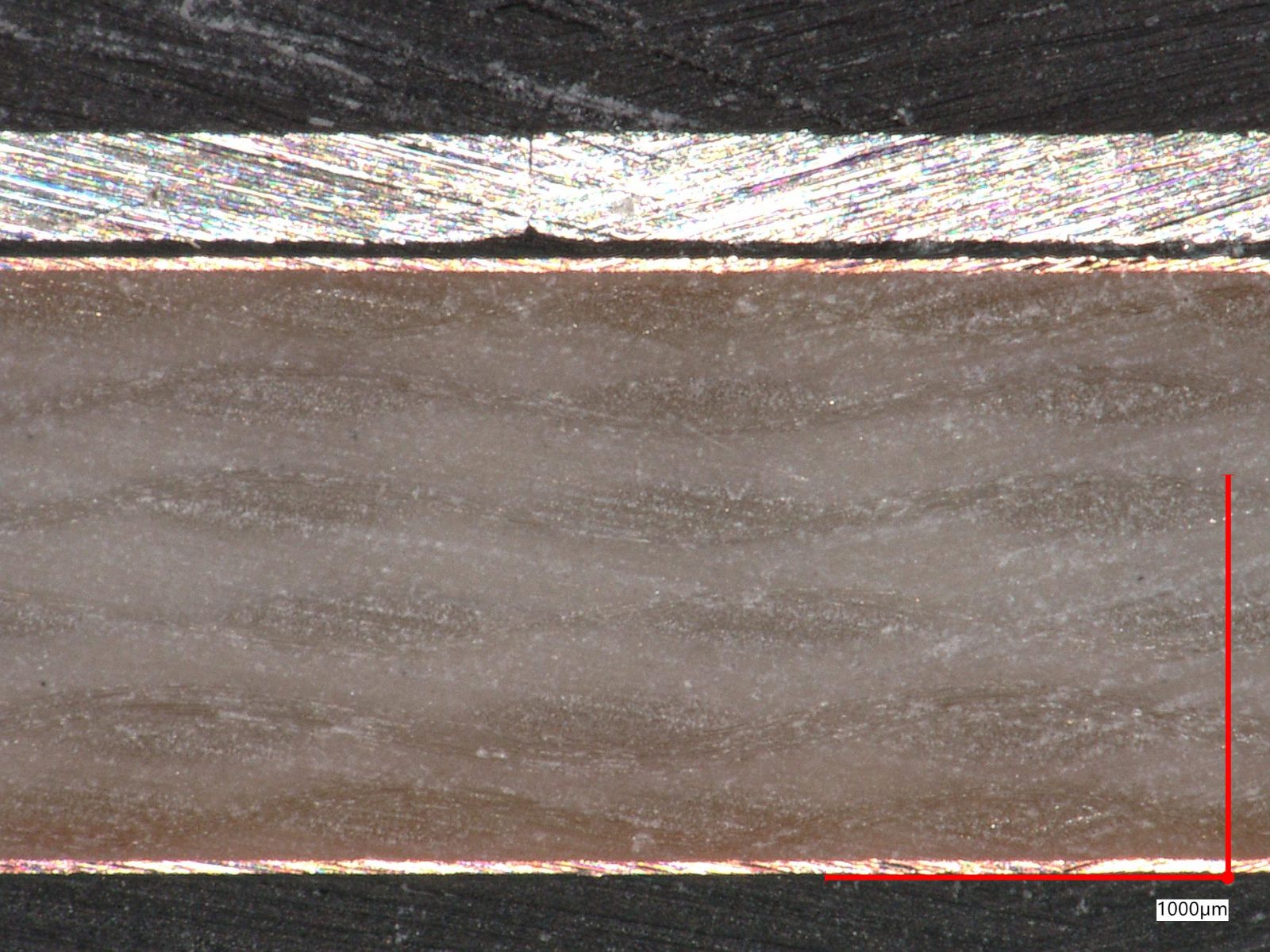 | 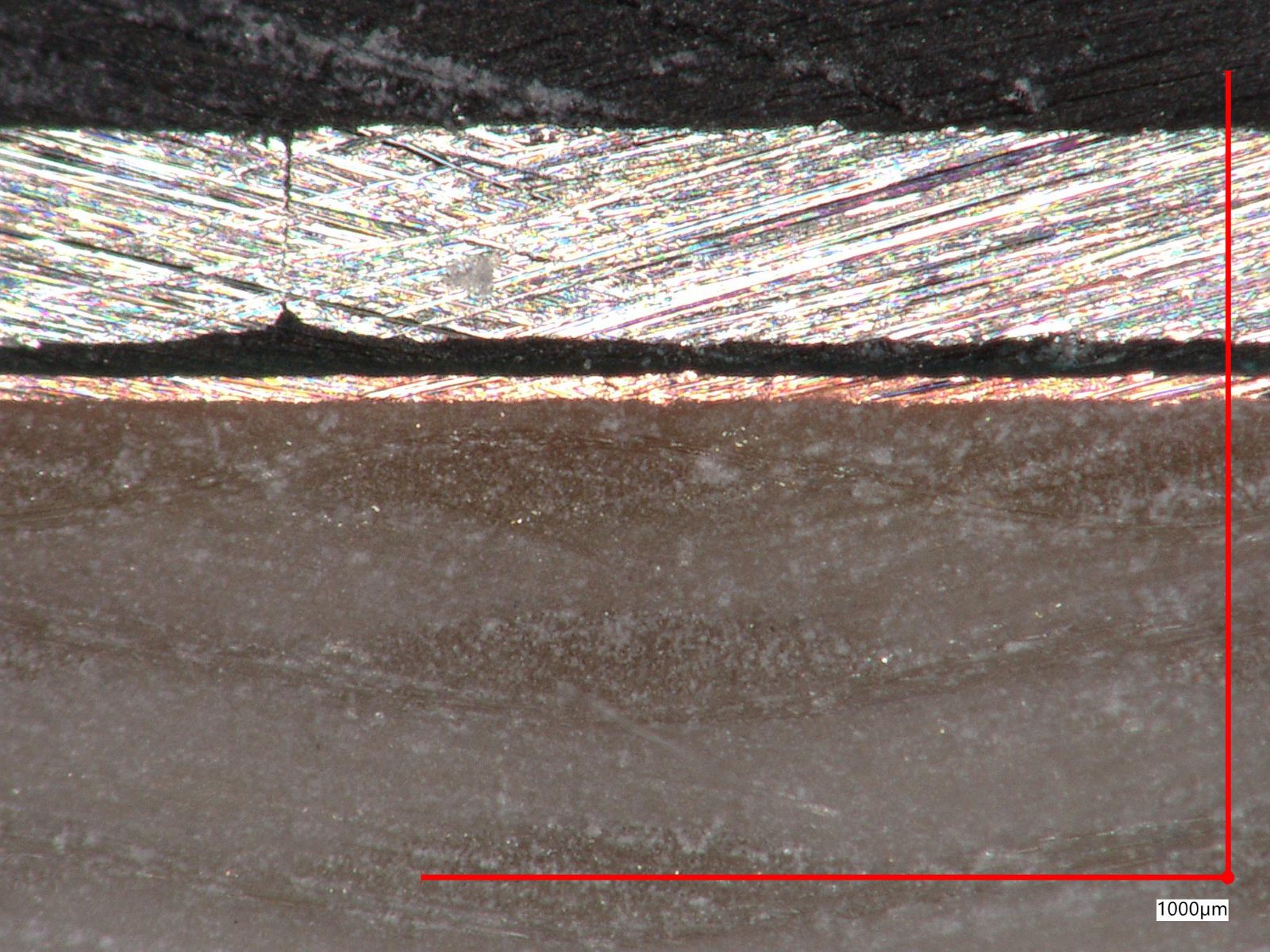 |
| 320番 |  | 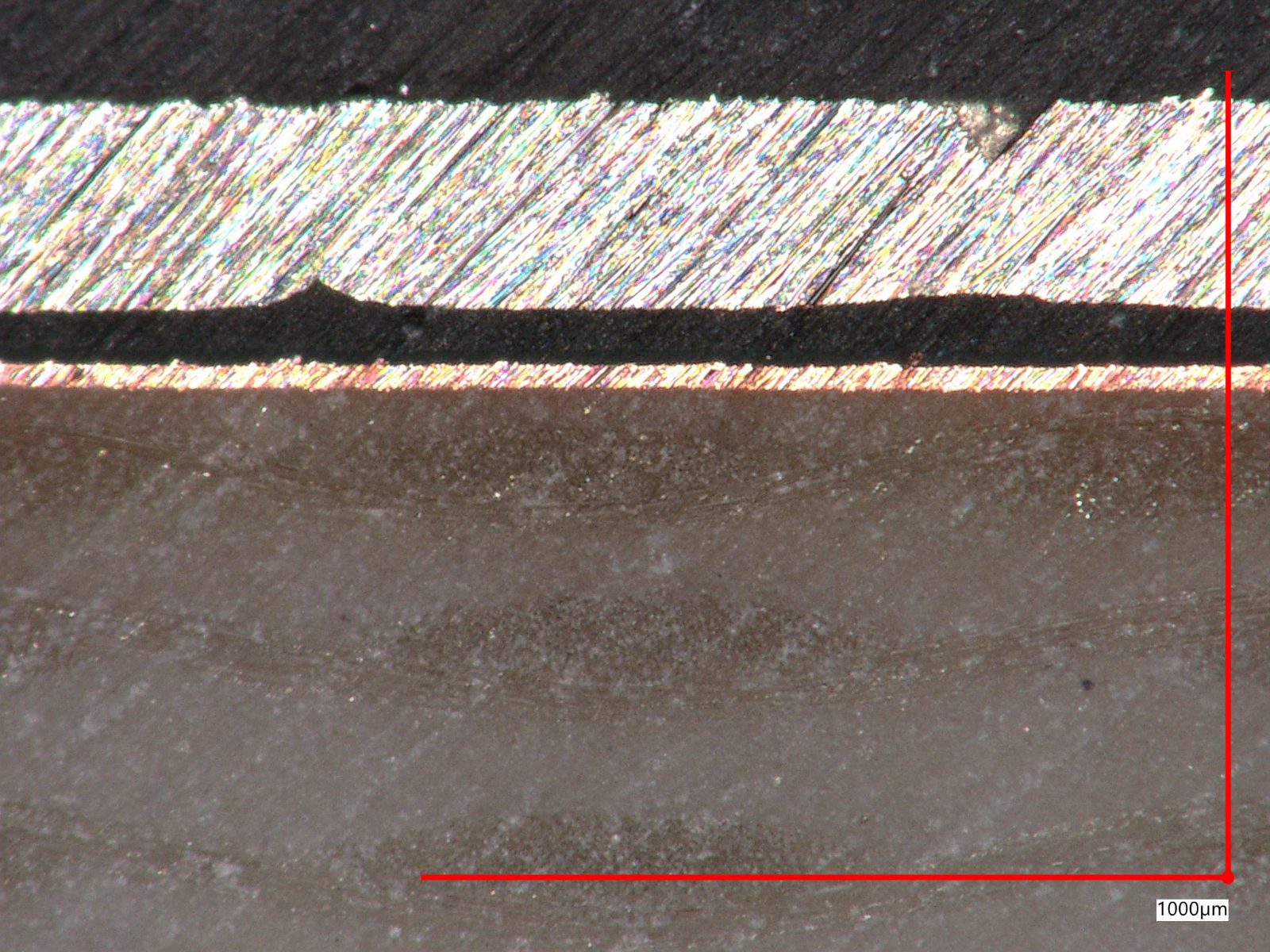 |
| 600番 | 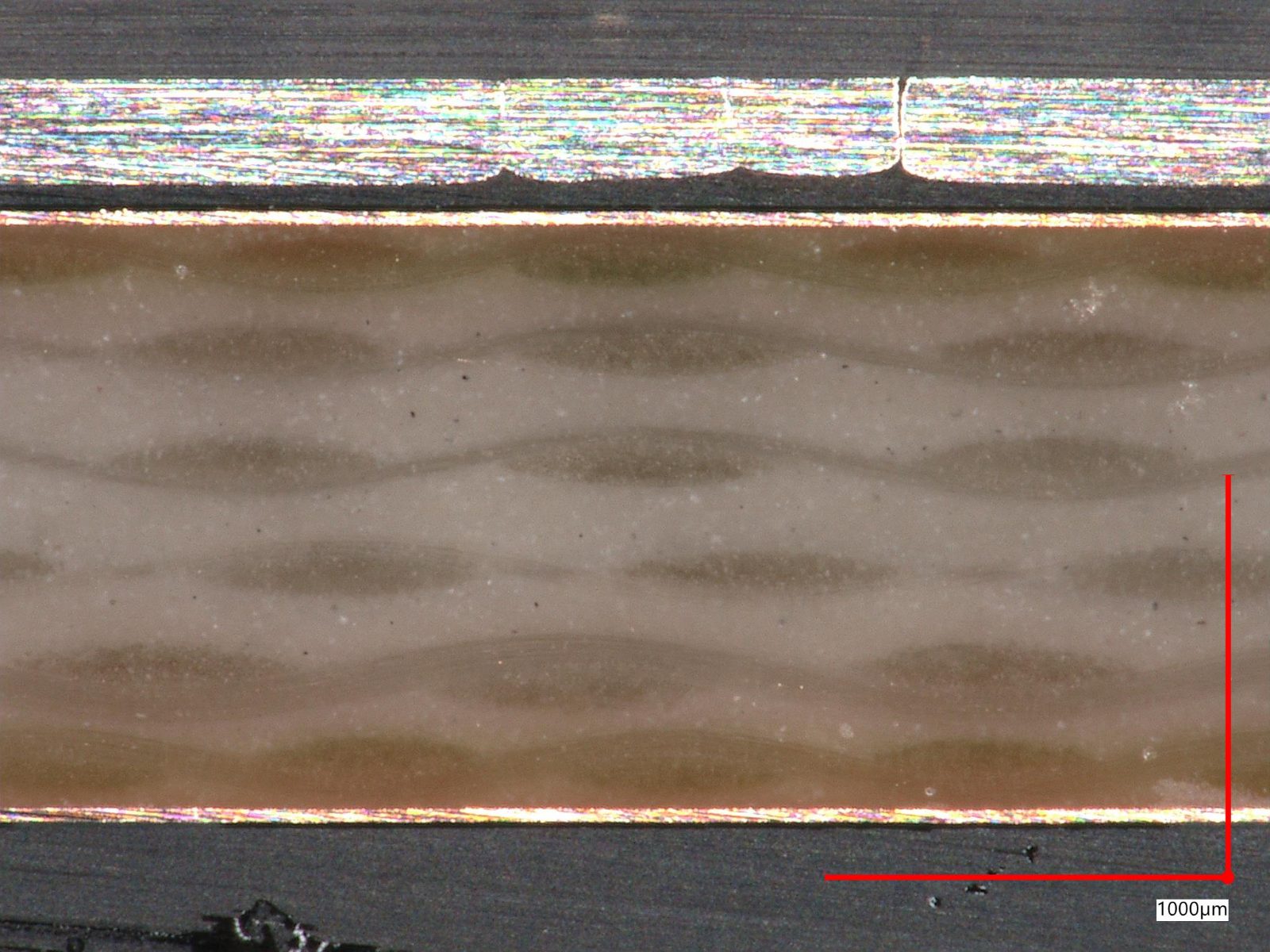 | 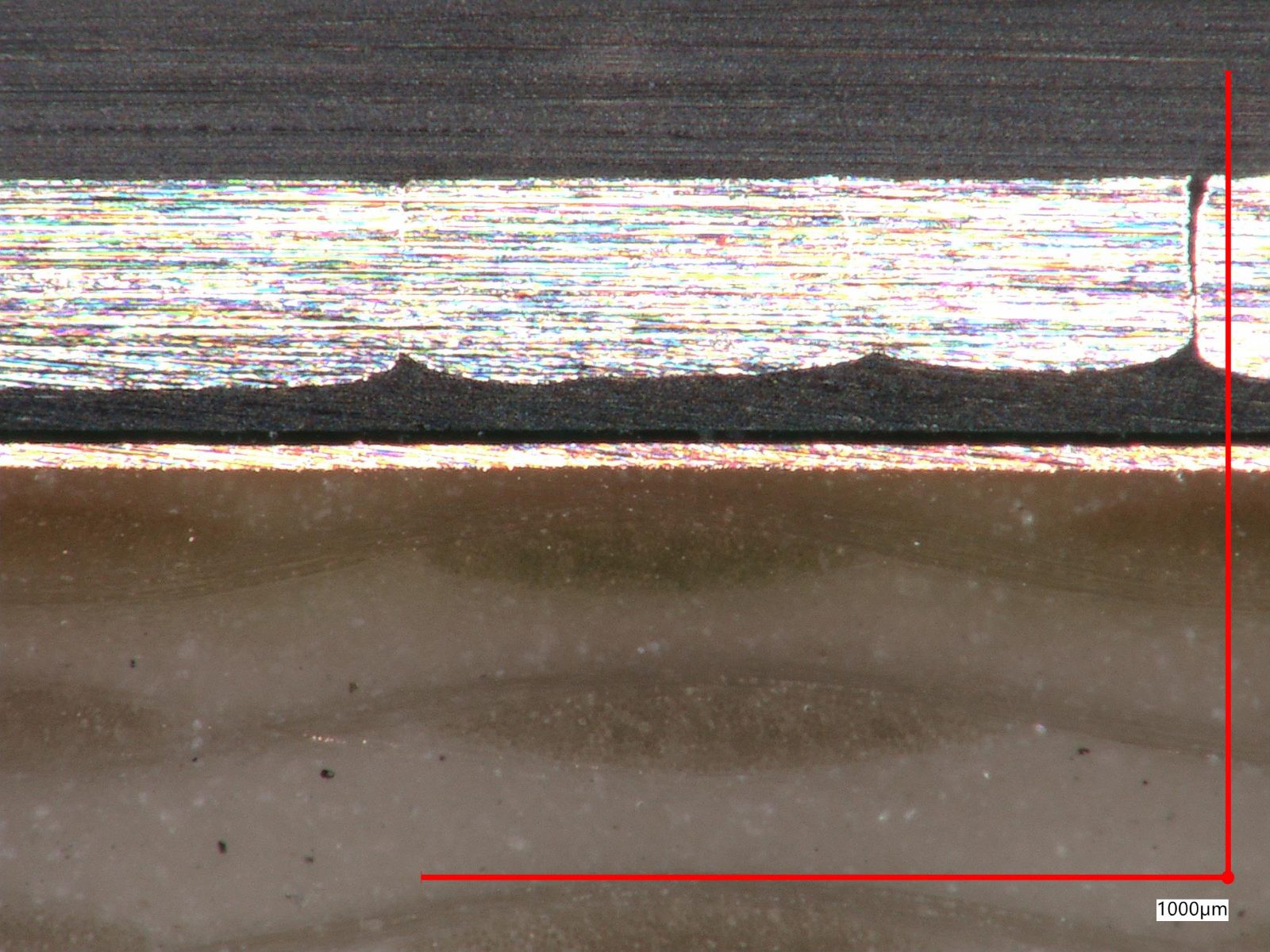 |
| 1200番 | 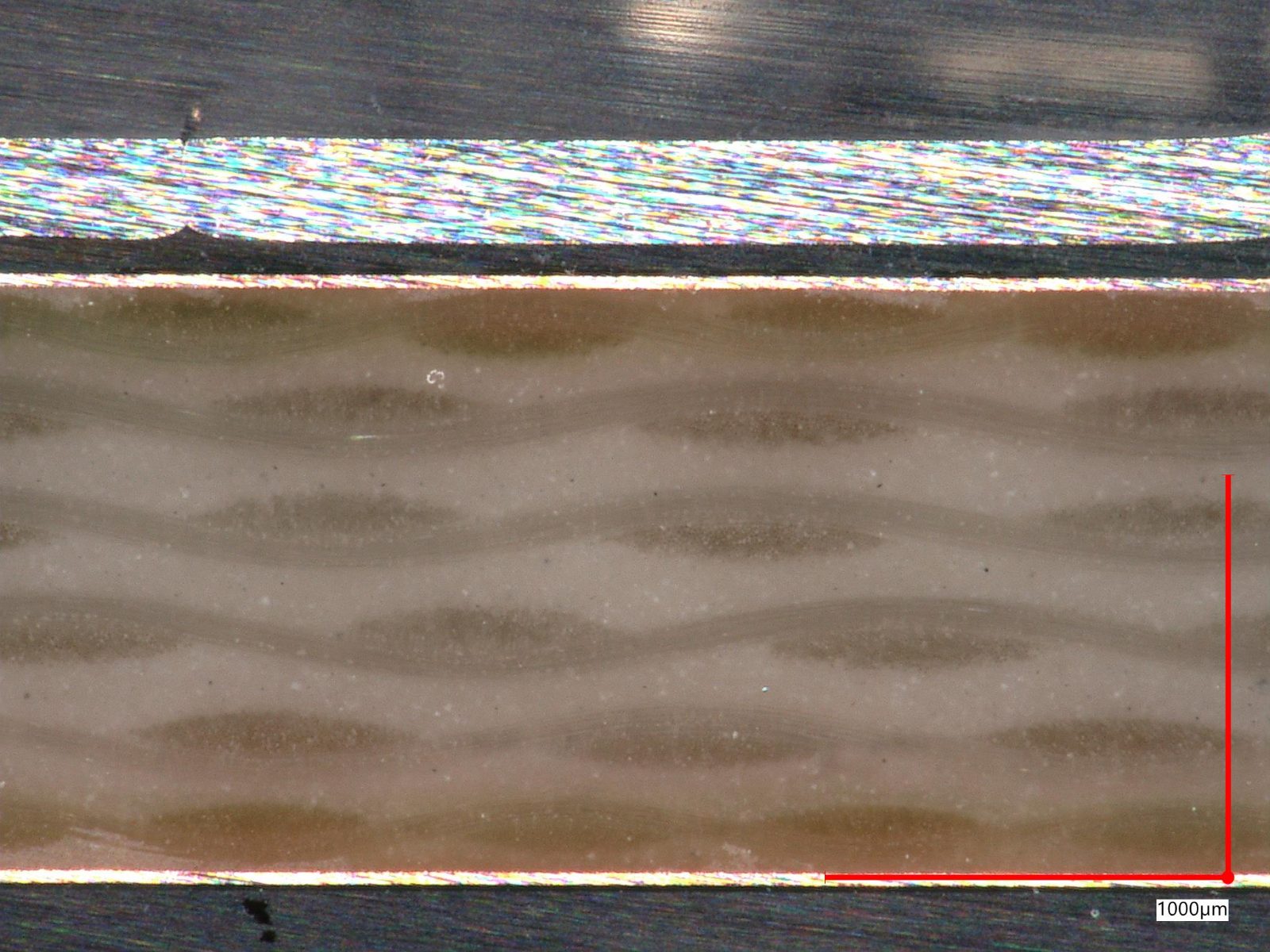 | 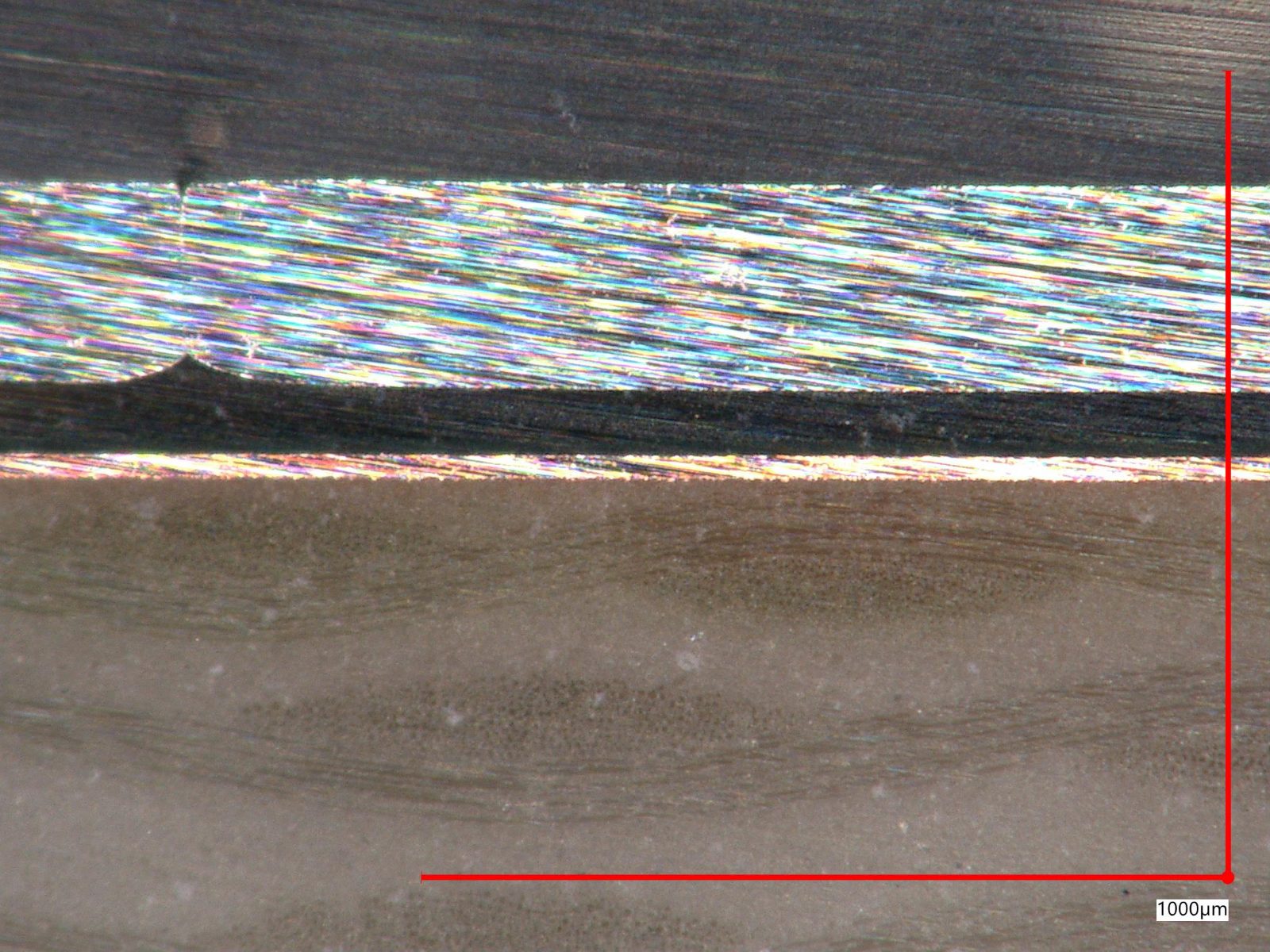 |
| 2000番 | 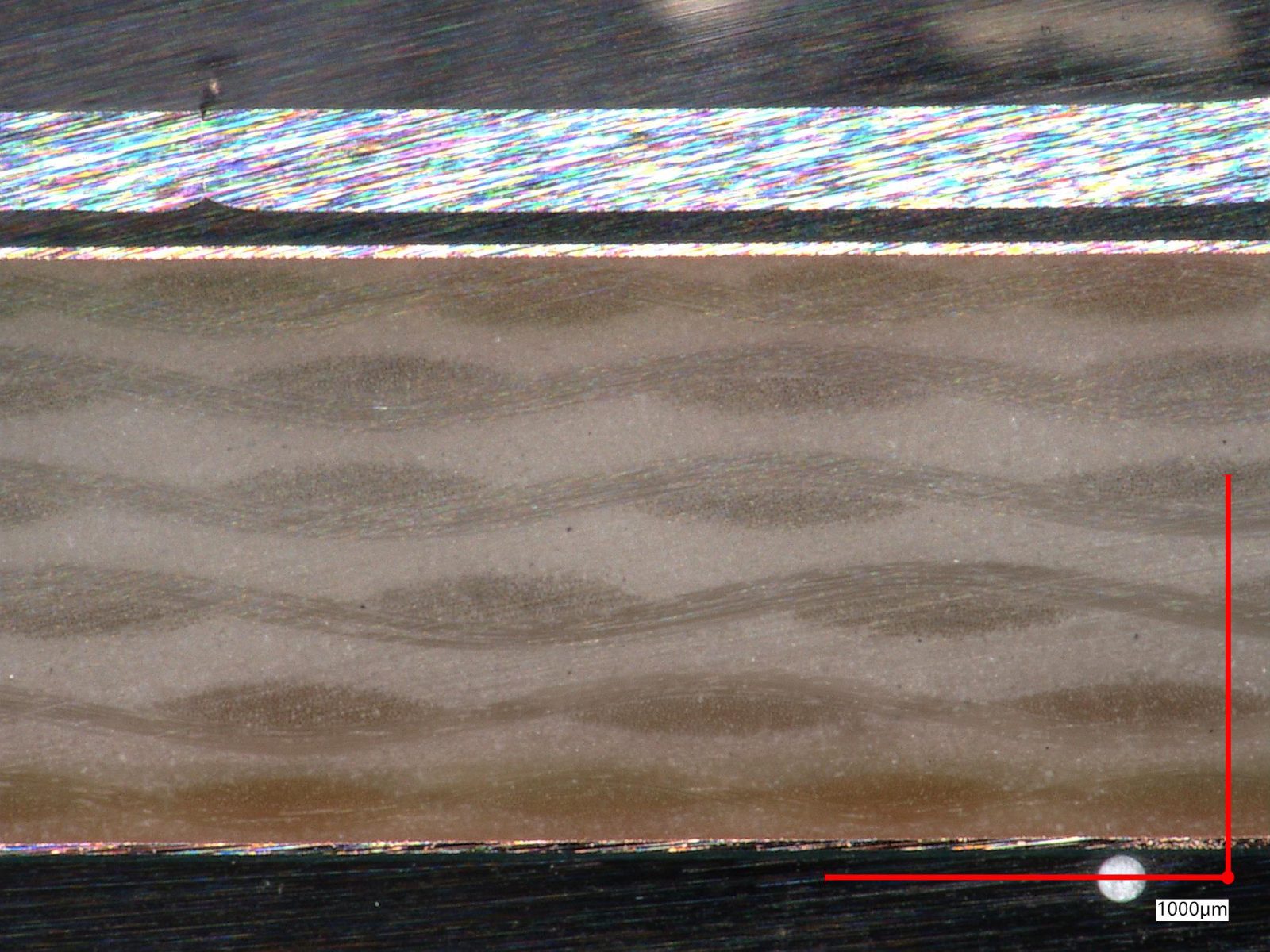 | 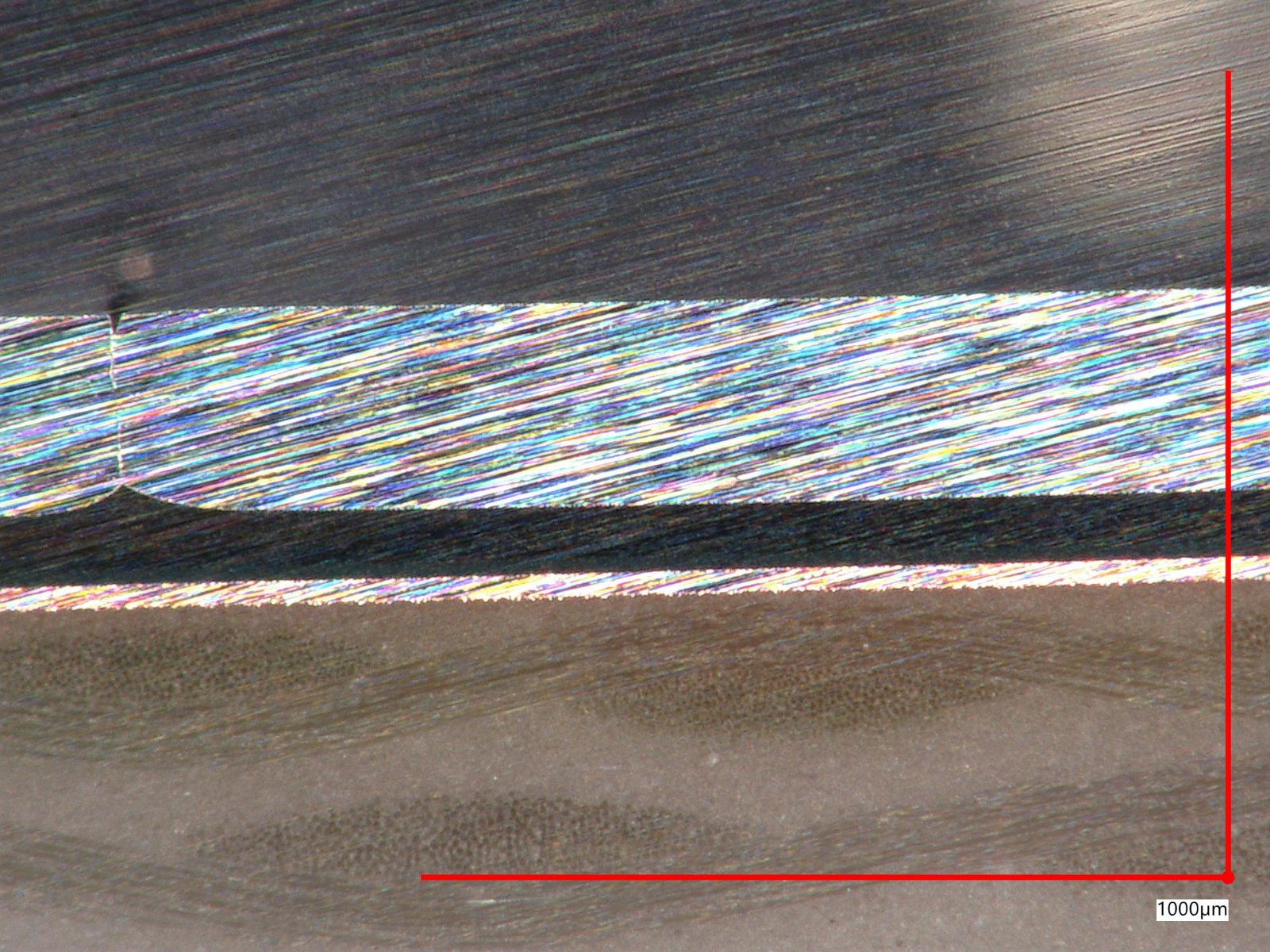 |
| 3000番 | 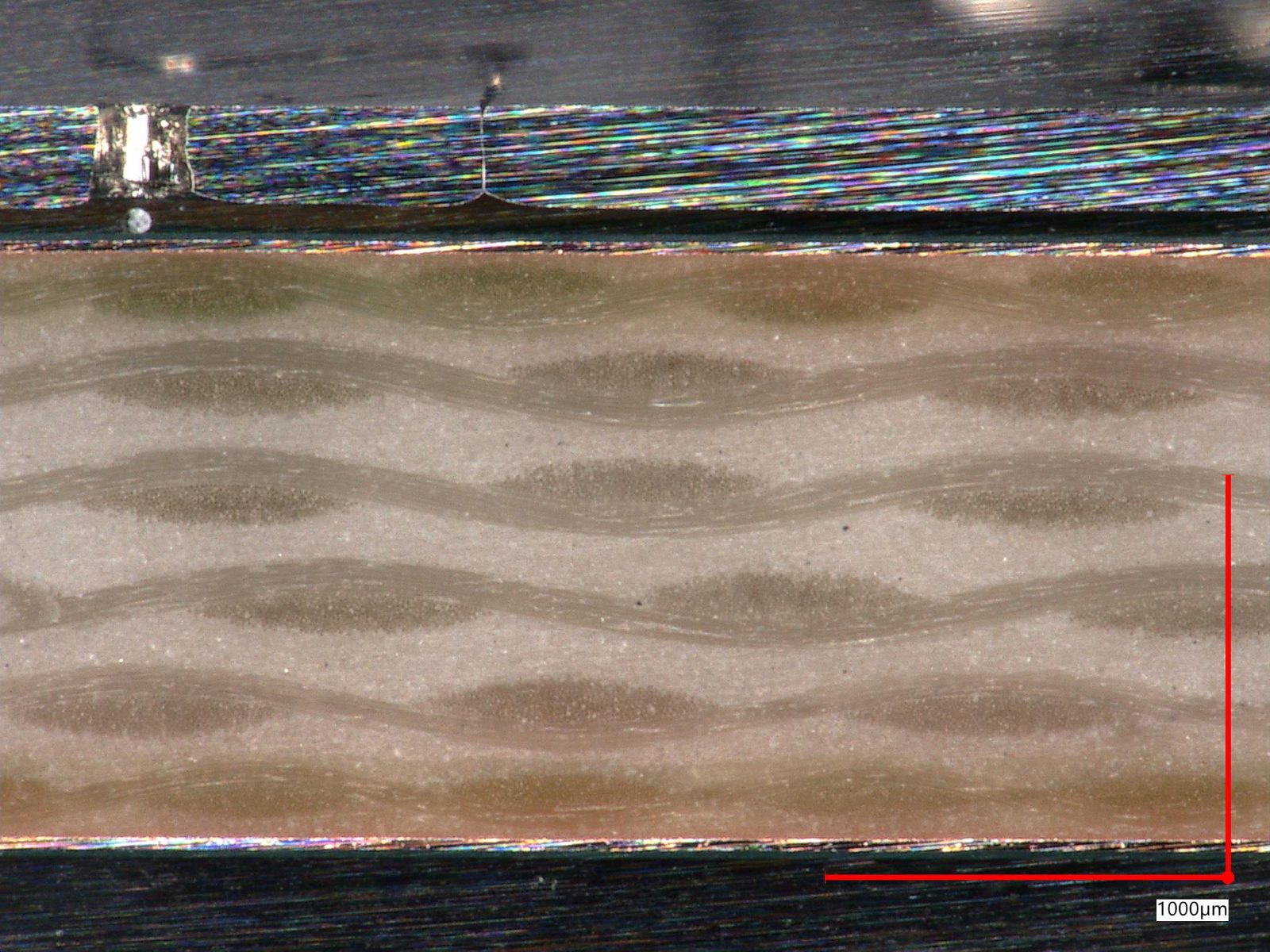 | 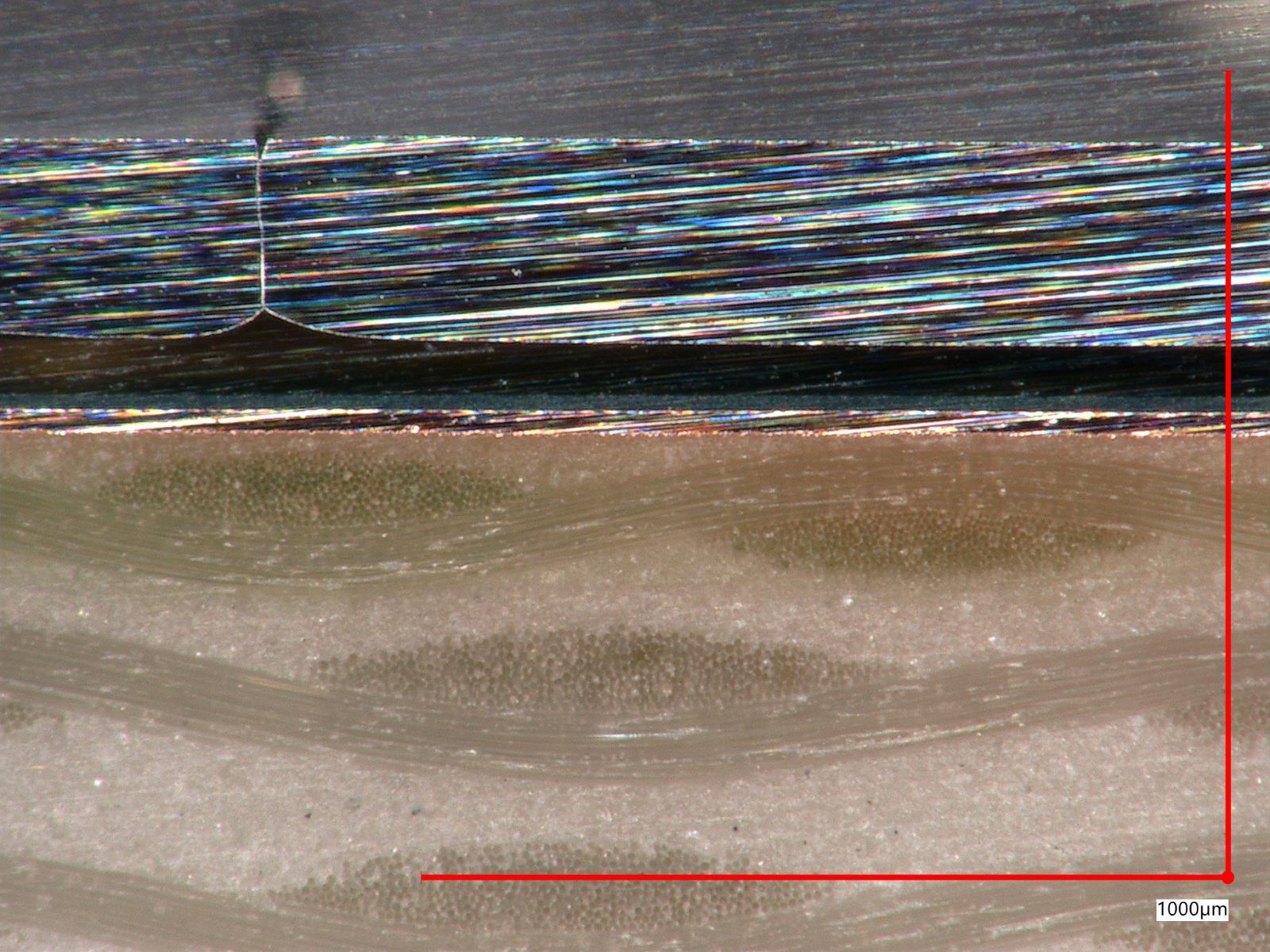 |
如何でしょうか?
320番でも、基礎的な部分は観察可能です。
番手を上げる毎に作業工程が増えますので、そのまま費用も増加します。
どこまで研磨をすればよいか、必要な観察の為には、何番手まで研磨すれば良いか、参考となりますと幸いです。
この先、もっと精密に観察の希望がある、鏡面まで磨きたいなどの場合は、
別途、バフ掛けや、さらに細かいコンパウンドで磨く、或いはイオンミリングなど、様々な手法でご希望の断面に仕上げさせて頂きます。
ご依頼から試験実施までの流れ
- お問い合わせ・ヒアリング
製品仕様、観察位置、数量など確認させて頂きます。。 - 試験計画のご提案・お見積り
必要な治具(ジグ)の手配や、スケジュールを含めた最適な試験プランをご提示します。 - 試験実施
15年以上の実績を持つ専門スタッフが、正確な条件で試験を執り行います。 - データ集計・レポート納品
測定データ、グラフ、外観写真などをまとめた試験報告書を速やかに納品いたします。ご希望のフォーマットがあれば、お送りください。そちらに合わせ作成いたします
リードタイム
サンプル受領後、最速2日。(樹脂硬化に24時間必要になります)
サンプルの加工が必要な場合や特殊なものは、概ね1週間ほど
Q&A
Q1.機械研磨(サンドペーパー)とイオンミリングは、どう使い分ければいいですか?
A1. 「ターゲットの大きさ」と「素材のデリケートさ」で使い分けます。
- 機械研磨: 数ミリ〜数センチ単位の広い範囲をすばやく削りたいときや、金属単体など硬さが均一な素材に向いています。
- イオンミリング: 髪の毛の太さほどの微小なエリアをピンポイントで観察したいとき、または樹脂と金属の複合材料、極薄メッキ、非常に柔らかい金属(銅やアルミなど)など、機械研磨では潰れてしまう素材に向いています。
- 現実的な運用法: 最初は機械研磨でターゲットの寸前まで素早く削り、最後の仕上げ(数十〜数百ミクロン)だけをイオンミリングで行うのが最も効率的です。
Q2. 機械研磨で「ダレ(角が丸くなる現象)」を防ぐにはどうしたらいいですか?
A2. 「樹脂埋め」を正しく行い、研磨布(バフ)の選定を見直してください。
ダレは、試料の端(エッジ)が削れすぎて丸くなる現象です。以下の対策が有効です。
- 試料と同じくらいの硬さの研磨樹脂(エポキシ樹脂など)でしっかり固める。
- 毛足の長いフカフカした研磨布(バフ)を避ける。毛足が短い、または織物系の硬いバフを使うと、沈み込みが減って平坦性が保てます。
- 研磨時に力をかけすぎない(自動研磨機なら圧力を下げる)。
Q3. 「樹脂埋め(埋め込み)」は絶対に必要ですか?
A3. 必須ではありませんが、基本的には推奨されます。
- 必要な理由: 小さな部品を素手で持ってまっすぐ磨くのは難しいため、持ち手を作ると同時に、端のダレを防ぐために行います。
- 不要なケース: イオンミリング(CP)のみで断面を出す場合や、専用のクランプ治具で試料を垂直にガッチリ固定できる場合は、樹脂埋めなしでそのまま研磨・観察が可能です。
料金体系
- 基本料金 :3,000円~(税抜き)
- 切断など、別途加工が必要な場合は要相談
- 断面観察、報告書は別途
断面研磨に関するご相談・お見積りはこちら
「車載用の厳しい85℃/85%条件で1000時間評価したい」「通電中のリーク電流を監視したい」など、柔軟に対応いたします。まずはお気軽にお問い合わせください。
関連する試験
よくある質問(FAQ)
Q. この試験の費用はいくらですか?
費用はサンプルの種類・数量・試験条件によって異なります。詳細はお問い合わせフォームまたはお電話にてお気軽にご相談ください。
Q. 試験の所要時間はどのくらいですか?
試験内容やサンプルの状態によって異なります。お見積り時に目安の納期をご案内いたします。
Q. どのような規格に対応していますか?
JIS規格をはじめ、IEC・MIL等の各種規格に対応しています。ご依頼時に対応規格をお知らせください。
Q. 試験結果はどのような形式で受け取れますか?
試験成績書(レポート)として発行いたします。必要に応じてPDFまたは紙での納品が可能です。
Q. 依頼方法を教えてください。
当サイトのお問い合わせフォームまたはお電話(平日9:00〜17:00)にてご相談ください。サンプル送付先や詳細な試験条件についてご案内いたします。
株式会社フォスターについて
株式会社フォスターは、20年以上にわたりコネクタ評価・環境試験・信頼性評価に携わり、自動車・電子部品分野を中心とした受託試験を行っています。本ページは、20年以上にわたる受託試験の実績と技術的知見をもとに作成しています。